

Modern devices keep shrinking. Smartphones, cardiac stents, satellite sensors, and automotive airbag triggers all share one common thread. They all contain components measured in micrometers. Micromachining produces those components. It creates features and parts at a scale invisible to the naked eye. And it demands a level of quality control that conventional manufacturing methods cannot achieve.
This article explains what micromachining is, how its key processes work, and why Six Sigma discipline is necessary to keep it reliable.
Table of contents
Meaning of Micromachining
Micromachining is a manufacturing process that creates parts and features with dimensions on the order of one millionth of a meter (10⁻⁶ m). It fabricates components for microelectromechanical systems (MEMS), integrated circuits, biomedical devices, and precision sensors.
Processes include micro-milling, micro-drilling, micro-EDM, micro-laser machining, and chemical etching. Tolerances can reach as tight as 1 to 5 micrometers, and surface roughness targets fall below 50 nanometers Ra. At this scale, a single degree of temperature variation or one grain of contamination can produce a defective part. Six Sigma’s DMAIC framework provides the statistical discipline needed to control these processes.
Key Takeaways
- Micromachining creates parts with at least one dimension between 1 micrometer (µm) and 999 µm.
- Micromachined components power MEMS devices, integrated circuits, medical implants, automotive sensors, and aerospace instruments.
- The first commercial MEMS devices appeared in the early 1980s, initially as pressure sensors in the automotive industry.
- Key micromachining processes include micro-milling, micro-drilling, micro-EDM, micro-laser machining, and chemical etching.
- Tolerances in micromachining reach 1 to 5 µm. Surface roughness targets fall below 50 nm Ra. Standard calipers cannot measure these dimensions.
- Thermal expansion, tool wear, and vibration all cause defects at the micro scale that never appear in conventional machining.
- Six Sigma’s DMAIC framework identifies root causes of dimensional variation and builds control systems to sustain precision.
- Measurement System Analysis (MSA) is mandatory in micromachining. A gauge that introduces more variation than the tolerance allows produces useless data.

Public, Onsite, Virtual, and Online Six Sigma Certification Training!
- We are accredited by the IASSC.
- Live Public Training at 52 Sites.
- Live Virtual Training.
- Onsite Training (at your organization).
- Interactive Online (self-paced) training,
What Is Micromachining?
Micromachining is defined as a process of creating parts and components with dimensions on the order of 10⁻⁶ m, including the removal of micron material from a workpiece.
That definition places micromachining in a specific range. Micro-machining involves the use of subtractive micro-tools and techniques to fabricate features with at least one dimension ranging from 1 micrometer (µm) to 999 µm.
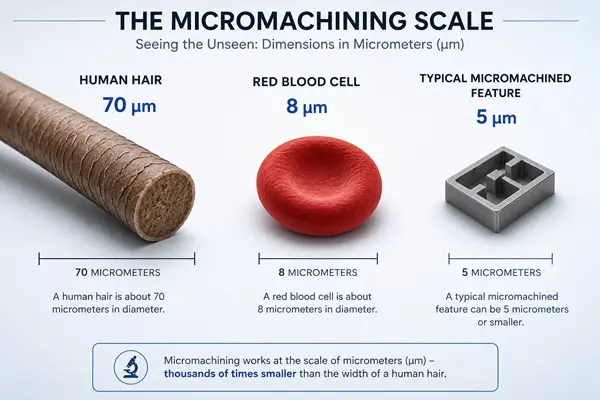
To understand that scale concretely, consider this: a human hair measures approximately 70 µm in diameter. A micromachined feature at 5 µm is fourteen times smaller than that hair. Conventional manufacturing processes cannot reliably produce at this scale. Micromachining does.
Micromachining is a fabrication process that can be used to create three-dimensional (3D) microparts from a variety of materials, including metals, alloys, polymers, composites, and ceramics. The resulting components are not merely small versions of larger parts. They function in ways that only their microscale dimensions make possible.
Pressure sensors, accelerometers, optical switches, and drug delivery nozzles all depend on features that can only be produced through micromachining.
Also Read: Machine Capability Index (CMK)
A Brief History of Micromachining
Micromachining grew from the semiconductor industry. The same lithography and etching techniques used to build transistors proved capable of producing mechanical structures at the microscale. The first MEMS devices were commercialized in early 1980, when MEMS pressure sensors and accelerometers were widely applied in the automotive industry.
From those early pressure sensors, the field expanded rapidly. Today micromachining underpins devices across medicine, aerospace, consumer electronics, and defense. The precision requirements have only become tighter as devices have become smaller and more complex.
The Main Micromachining Processes
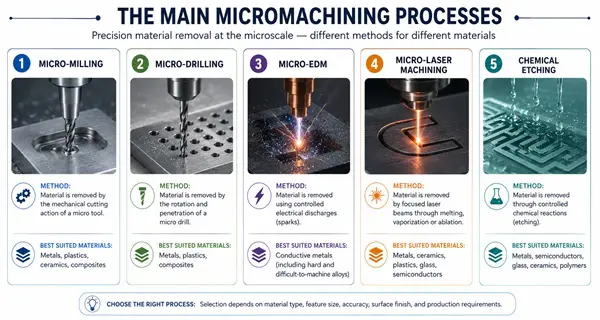
Several distinct processes fall under the micromachining umbrella. Each suits different materials, features, and tolerance requirements.
Micro-Milling
Micro-milling uses rotating cutting tools with diameters measured in micrometers. The tools cut metal, plastic, or ceramic workpieces in precisely controlled paths. The cutting tools are incredibly small, sometimes with diameters smaller than a human hair. CNC machines run micro-milling operations. They require high-speed spindles, fine-resolution encoders, and advanced control systems. The machines themselves are built for extreme rigidity and thermal stability to prevent minute expansions from affecting the workpiece.
Micro-Drilling
Micro-drilling utilizes miniature drill bits and is used to create small holes in workpieces with high precision. Fuel injector nozzles, medical cannulas, and printed circuit boards all use micro-drilled holes. Drill bit breakage is a constant risk. A broken tool at the micro scale embeds inside the part and creates a defect that inspection can miss.
Micro-EDM (Electrical Discharge Machining)
Micro-EDM is a process using electrical discharges to remove material from a workpiece, enabling precise machining of intricate shapes, even in hard materials. Electrodes generate controlled sparks that erode material point by point. This non-contact method does not exert mechanical force on the workpiece. It machines materials that would fracture or deform under cutting tool pressure.
Micro-Laser Machining
Micro-laser machining uses laser beams focused onto a workpiece to vaporize or melt material, allowing for precise cutting and engraving. Laser pulses can be tuned to remove material one layer at a time. This process works on glass, ceramics, polymers, and metals. Heat-affected zones are a concern. Ultra-short pulse lasers reduce thermal damage to adjacent material.
Chemical Etching
Chemical micromachining involves one or more chemical reactions by which a workpiece substrate is oxidized to produce reaction products, which are carried away from the surface.
Photolithography defines the pattern. A chemical solution removes material from unprotected areas. Semiconductor manufacturing relies heavily on this process. It produces the circuit patterns on microchips and the structural elements of MEMS devices.
Also Read: Is Minitab Necessary for Six Sigma? What Practitioners and Official Sources Say
Where Micromachining Is Used
Micromachining has transformed the manufacturing of micro-scale devices and is used in a range of products, including smartphones, medical equipment, and automotive sensors.
Medical Devices
Micromachining produces coronary stents, cochlear implant components, micro-needles for drug delivery, and surgical tool tips. Each of these must meet dimensional tolerances measured in single-digit micrometers. A dimensional error in a cardiac stent can have life-threatening consequences.
Aerospace and Defense
Gyroscopes, inertial measurement units, and micro-thrusters for small satellites all use micromachined components. These devices operate in extreme environments. Vibration, radiation, and thermal cycling all stress microscale features. Dimensional accuracy at the manufacturing stage directly determines performance in the field.
Automotive
MEMS pressure sensors and accelerometers were widely applied in the automotive industry from the 1980s onward. Airbag sensors, tire pressure monitoring systems, and fuel injection components all depend on micromachined parts. Automotive production volumes are high. Quality control must operate at scale without sacrificing precision.
Semiconductor and Electronics
Micromachining is crucial in the electronics industry for producing components such as microchips, MEMS sensors, and miniature electronic connectors. The tolerance requirements for RF components at high frequencies can fall below 1 µm. A dimensional deviation that small changes signal behavior enough to fail a device specification.
The Quality Challenge in Micromachining
Conventional quality control tools do not work at the micro scale. Standard measurement instruments introduce error larger than the tolerance they are measuring. This is not a minor inconvenience. It means the quality data is unreliable before any analysis begins.
You cannot verify a micron-level tolerance with a pair of calipers. Relying on improper inspection tools gives a false sense of security. This leads to parts being shipped that are actually out of spec.
Four specific factors create quality problems in micromachining that do not exist at conventional scales:
Thermal expansion. Metal expands when it heats. At conventional scales, a fraction of a degree of temperature change causes negligible dimensional shift. At the micro scale, that same fraction of a degree can push a feature outside its tolerance band entirely.
Achieving this precision requires specialized equipment built for extreme rigidity and thermal stability.
Tool wear. Micro-cutting tools wear rapidly. A worn tool changes its cutting geometry. That geometric change produces parts with different dimensions than a fresh tool produces. Tool wear must be tracked and managed as a controlled variable, not ignored as an unavoidable fact.
Vibration. Any vibration in the machine structure or the workpiece fixture produces dimensional variation. At conventional scales, this variation is small relative to the tolerance. At the micro scale, vibration-induced variation can exceed the entire tolerance budget.
Material grain structure. At the micro-level, grain structure, hardness, and internal stresses have a magnified effect. Projects have shown that material anisotropy caused unexpected warping after machining. What a material does at the macro scale does not predict what it does when a 10 µm cutting tool engages it.
How Six Sigma Controls Micromachining Quality
Six Sigma uses statistical analysis to firmly determine the cause or causes of defects and to standardise operations by eliminating process variance. In micromachining, this means applying DMAIC to each critical process parameter.
Define
The team identifies the critical dimension. Tolerance limits come from the device specification. The project charter documents the current defect rate and the target. In a precision machining environment, a common starting target is reducing scrap from several percent to below one percent.
Measure
The Measure phase collects data to quantify current performance and establish the baseline. Gauge R&R studies ensure measuring instruments are reliable and repeatable. Cp and Cpk indices show how well the process fits within specification limits.
In micromachining, Measurement System Analysis (MSA) is not optional. The measurement system itself must be validated before any process data is trusted. A gauge contributing variability larger than the tolerance produces data that reflects the gauge’s imprecision, not the process’s actual performance.
Analyze
The team investigates root causes of dimensional variation. Statistical tools identify which process variables (spindle speed, feed rate, tool runout, temperature, fixturing) drive the dimensional outcome. Designed experiments test these variables systematically. The goal is to separate the vital few causes from the trivial many.
A published Six Sigma study on precision electronic component manufacturing used a scatter diagram and hypothesis testing to identify that jig precision was a primary root cause of defect rate. The correlation between jig precision and the defect touch rate was confirmed with a p-value of 0.021, well below the 0.05 significance threshold. This is exactly the type of root cause analysis that produces reliable improvement in micro-scale manufacturing.
Improve
Improvement actions address confirmed root causes directly. Temperature controls stabilize the machining environment. Tool life limits set the maximum number of parts per tool before mandatory replacement. Statistical Process Control (SPC) charts monitor critical dimensions in real time.
Control
Six Sigma improves quality and increases consistency, reduces waste, and enhances the ability to measure performance improvements in precision manufacturing environments.
The Control phase documents the new process standards. SPC charts run on production. Control limits flag when a dimension approaches the tolerance boundary before defective parts are produced. The control plan assigns responsibility for monitoring and specifies the response when a control chart signals an out-of-control condition.
Frequently Asked Questions: Micromachining
Q: What is micromachining?
A: Micromachining is a manufacturing process that creates parts and features with dimensions between 1 and 999 micrometers. It produces components for MEMS devices, integrated circuits, medical implants, automotive sensors, and aerospace instruments. Tolerances reach as tight as 1 to 5 µm. Key processes include micro-milling, micro-drilling, micro-EDM, micro-laser machining, and chemical etching.
Q: What are the main types of micromachining processes?
A: The main micromachining processes are micro-milling (rotary cutting tools at microscale), micro-drilling (producing precise small holes), micro-EDM (electrical discharges remove material without contact), micro-laser machining (focused laser beams vaporize material), and chemical etching (chemical reactions remove material from unprotected surfaces). Each process suits different materials, features, and tolerance requirements.
Q: What industries use micromachining?
A: Micromachining is used in medical devices (stents, micro-needles, cochlear implants), aerospace and defense (gyroscopes, satellite components, inertial sensors), automotive (airbag sensors, tire pressure systems, fuel injectors), and semiconductor and electronics manufacturing (microchips, MEMS sensors, RF components). Any product requiring features below 1 millimeter in size likely uses micromachining at some stage.
Q: What makes quality control in micromachining so difficult?
A: Standard measurement tools cannot reliably measure micron-level tolerances. Thermal expansion, tool wear, vibration, and material grain structure all introduce variation at the micro scale that is negligible in conventional machining. The consequence is that a measurement system must be validated before any process data is collected, and process controls must be tight enough to detect shifts smaller than a single micrometer.
Q: How does Six Sigma apply to micromachining quality control?
A: Six Sigma’s DMAIC framework applies directly to micromachining. The Define phase identifies the critical dimension and target defect rate. The Measure phase validates the measurement system through Gauge R&R and establishes a process capability baseline. The Analyze phase identifies root causes of dimensional variation using hypothesis testing and designed experiments. The Improve phase implements targeted fixes, and the Control phase deploys SPC charts to monitor the process in real time.
Q: What is the difference between MEMS and micromachining?
A: Micromachining is the set of manufacturing processes used to create microscale features and parts. MEMS (Microelectromechanical Systems) are the devices those processes produce. MEMS combine mechanical and electrical components at the microscale to perform functions normally carried out by much larger systems. Micromachining is how MEMS are made. MEMS are what micromachining produces.
Six Sigma Training for Micromachining Environments
Professionals working in micromachining environments need specific statistical skills. They must design measurement systems that work at the micro scale. They must run process capability studies on processes with tolerances measured in single-digit micrometers. Also, they must interpret control charts that detect shifts too small for any manual inspection to catch.
These are Green Belt and Black Belt competencies. Six Sigma training builds them systematically.
At Six Sigma Development Solutions, our Green Belt and Black Belt programs teach the statistical tools that precision manufacturing environments require. Gauge R&R, process capability analysis, SPC, and DMAIC project management are all covered with manufacturing-specific applications.
We offer training in three formats to fit your team’s schedule and structure:
- Onsite training — delivered at your facility, using your own process data in exercises.
- Live virtual training — instructor-led sessions online with real-time interaction.
- Online training — self-paced certification programs at Green Belt and Black Belt levels.
Explore our Six Sigma training programs or contact our team to find the right program.
About Six Sigma Development Solutions, Inc.
Six Sigma Development Solutions, Inc. offers onsite, public, and virtual Lean Six Sigma certification training. We are an Accredited Training Organization by the IASSC (International Association of Six Sigma Certification). We offer Lean Six Sigma Green Belt, Black Belt, and Yellow Belt, as well as LEAN certifications.
Book a Call and Let us know how we can help meet your training needs.

















