Manufacturing execution system technology acts as the functional bridge between your high-level business planning and the actual work happening on the shop floor. Have you ever wondered why some factories run like clockwork while others struggle with constant delays and lost paperwork?
To be honest, the difference usually comes down to how they manage real-time data. While your ERP handles the “why” and “when” of orders, an MES focuses entirely on the “how” of production.
In my experience, many plant managers feel overwhelmed by the sheer volume of data flying around their facility. You might have machines humming, operators logging hours, and quality checks happening every minute. But if that info stays in a spreadsheet or on a clipboard, it’s basically invisible.
That is where a manufacturing execution system (MES) steps in to save the day. It tracks everything from raw materials to finished goods, giving you a clear picture of your entire operation.
But what does this actually look like in practice? Picture this: a machine breaks down on Line 4. Instead of waiting for a manual report at the end of the shift, the system instantly alerts maintenance and reroutes tasks. We have all been there—stuck in a meeting trying to figure out why output is low without having the facts.
By the end of this guide, you’ll understand exactly how this software transforms chaos into a streamlined, digital powerhouse.
Table of contents
What is Manufacturing Execution System (MES) Logic?
A manufacturing execution system is a comprehensive software solution that monitors, tracks, and controls the process of turning raw materials into finished products. Think of it as the central nervous system of a factory. It gathers data from robots, sensors, and employees to ensure that production is efficient and high-quality.
In simple terms, it tells you what is happening right now. Most businesses use Enterprise Resource Planning (ERP) to handle accounting and sales. However, an ERP isn’t built to talk to a lathe or a conveyor belt. The MES fills that gap. It takes the “orders” from the ERP and breaks them down into specific tasks for the machines and people.

Public, Onsite, Virtual, and Online Six Sigma Certification Training!
- We are accredited by the IASSC.
- Live Public Training at 52 Sites.
- Live Virtual Training.
- Onsite Training (at your organization).
- Interactive Online (self-paced) training,
The Role of ISA-95 Standards
When we talk about these systems, we often mention the ISA-95 model. This is just a fancy way of organizing how different tech layers talk to each other.
- Level 4: ERP (Business logistics)
- Level 3: MES (Production operations)
- Level 2: SCADA/PLC (Machine control)
By sitting at Level 3, the MES ensures that the “boss” (ERP) and the “worker” (Machine) are always on the same page. Without it, you’re basically playing a game of telephone with your production data.
Also Read: What is Flexible Manufacturing System (FMS)?
Why Your Factory Needs an MES Today?
Let’s be real: the old way of using paper logs is dying. If you want to stay competitive, you need speed. A manufacturing execution system provides that by removing human error and “data lag.” When you digitize your processes, you get a “single version of the truth.”
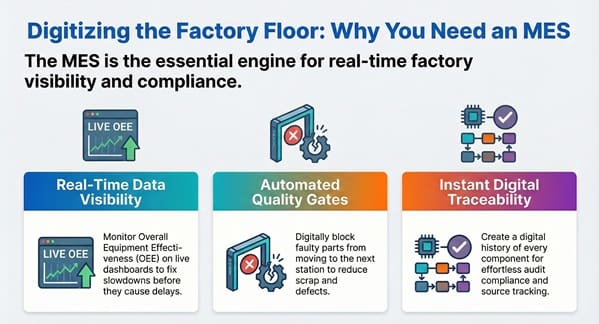
1. Real-Time Data Visibility
In my view, the biggest win is visibility. You can see your Overall Equipment Effectiveness (OEE) on a dashboard in real-time. If a station slows down, you know it immediately. This prevents a small hiccup from turning into a week-long delay.
2. Improved Quality Control
Quality shouldn’t be an afterthought. An MES enforces “quality gates.” This means a part cannot move to the next station unless it passes a digital check. It reduces scrap and ensures you don’t ship faulty products to customers.
3. Better Traceability
If you work in food, pharma, or aerospace, you know the pain of audits. An MES creates a “digital twin” of the production history. You can trace every single ingredient or component back to its source with one click. This makes compliance roughly ten times easier than manual filing.
Core Functions of a Manufacturing Execution System

The MESA-11 model defines the eleven core functions that a standard manufacturing execution system should handle. While you might not need all of them on day one, they represent the backbone of a smart factory.
Resource Allocation and Status
This function manages your resources, including machines, tools, and labor. It tells you who is working on what and which machines are available. Have you ever had two teams try to use the same specialized tool at once? This system prevents that.
Operations Scheduling
We’re talking about more than just a calendar. It’s about sequencing work based on priority, material availability, and machine capacity. It optimizes the “flow” so no one is standing around waiting for parts.
Data Collection and Acquisition
The system automatically pulls data from the shop floor. This includes cycle times, temperature readings, and error codes. Because it’s automatic, the data is more accurate than what a tired operator might write down at 4:00 PM.
Labor Management
It tracks worker hours and skills. We can use this to ensure that only certified employees operate dangerous or complex machinery. It also helps in tracking productivity without being “Big Brother.”
How MES Integrates with Other Systems?
A manufacturing execution system doesn’t live on an island. To get the most out of it, you need it to talk to your other software. This is where the real magic happens.
MES and ERP Integration
The ERP tells the MES: “We need 500 units by Friday.” The MES then reports back: “We’ve made 200, used 10 kilos of steel, and had 2% waste.” This link ensures your inventory and financial records stay updated without manual entry.
Connecting to the Shop Floor (IIoT)
Modern systems use the Industrial Internet of Things (IIoT). Sensors on your machines send pulses directly to the software. If a motor starts to overheat, the system sees the spike in temperature and can trigger a maintenance alert before the motor burns out.
Note: Many people ask if they can just use an ERP for production. To be honest, it’s like using a spoon to dig a hole. You might get there eventually, but it’s the wrong tool for the job.
Also Read: Process Management Information System (PMIS)
Common Challenges During Implementation
I’ve seen many companies jump into a manufacturing execution system project without a clear plan. It isn’t just about the software; it’s about the people.
- Resistance to Change: Operators might feel like the system is there to watch them. It’s important to show them how it makes their jobs easier (no more paper!).
- Data Overload: Don’t try to track 1,000 variables at once. Start with the “vital few” that impact your bottom line.
- Cost vs. Value: Yes, the upfront cost is high. However, the ROI usually comes from reduced waste and higher throughput within 12 to 18 months.
The Future: Smart Manufacturing and AI
Where is the manufacturing execution system headed? We are seeing more AI-driven insights. Instead of just telling you what happened, the system predicts what will happen.
Imagine a system that suggests a machine tweak because it notices a pattern of tiny quality shifts. We are moving from reactive management to predictive excellence. This is the heart of Industry 4.0. It’s not just about robots; it’s about the “intelligence” that guides them.
Key Takeaways on Manufacturing Execution System
- MES acts as the bridge between business strategy (ERP) and shop floor reality.
- It provides real-time visibility, which is essential for making fast, smart decisions.
- Key benefits include improved quality, full traceability, and higher OEE.
- Integration with IIO and ERP is vital for a seamless data flow.
- Successful adoption requires a focus on culture as much as technology.
Frequently Asked Questions About Manufacturing Execution System
What is the difference between MES and ERP?
The ERP focuses on business planning, such as finance, HR, and sales orders. The manufacturing execution system focuses on the actual production process on the factory floor. One handles the “office” while the other handles the “shop.”
Can a small manufacturer use an MES?
Absolutely. Many cloud-based systems are now affordable for smaller shops. You don’t need a massive IT team to start seeing the benefits of digital tracking.
Does an MES replace human supervisors?
No, it empowers them. It gives supervisors the data they need to be leaders rather than just “firefighters” chasing down problems.
How long does it take to see results?
Most plants see improvements in data accuracy immediately. Significant gains in productivity and waste reduction typically show up within the first year.
Conclusion
A manufacturing execution system is no longer a luxury for big corporations. It is a necessity for any factory that wants to thrive in a digital world. By connecting your machines, your people, and your data, you create a transparent and agile operation.
At SSDSI, we believe that technology should serve the people on the front lines. We are committed to helping you find the right tools to make your production floor safer, faster, and more profitable. Your success is our primary focus, and we’re here to guide you every step of the way.

About Six Sigma Development Solutions, Inc.
Six Sigma Development Solutions, Inc. offers onsite, public, and virtual Lean Six Sigma certification training. We are an Accredited Training Organization by the IASSC (International Association of Six Sigma Certification). We offer Lean Six Sigma Green Belt, Black Belt, and Yellow Belt, as well as LEAN certifications.
Book a Call and Let us know how we can help meet your training needs.